Hello KeebTalk, I’m TheGlyph!
I’m rather obsessed with personalization and high quality design, and have spent the better part of a year studying, designing, iterating, and perfecting countless implementations for keycap internals. I am mechanical/electrical engineer by day (consumer electronics), with over a decade of experience in CAD, 3D printing, machining, laser cutting, and a pretty endless list of other fabrication methods. On the off chance that you are an artisan maker who doesn’t have access to this combination of experience and machinery or just doesn’t want to spend the time on such things, I’d like to talk to you about two of the services that I offer!
The first service is custom design for keycap internals. While there is absolutely nothing wrong with having a stock $ynth internal or a clay filled blank, I personally believe that having a clean, optimized inner housing with artistic logo use makes for a vastly superior artisan keycap.
What does custom mean when it comes to keycap internals, you ask? It means ground up design for any keycap size in any stem family (MX, Topre, Alps, etc). All dimensions can be optimized for any wall thickness, ceiling height, side-wall profile, logo placement, or stem inset. All while guaranteeing switch housing clearance, stem fit (accounting for shrinkage in the polymers you personally use), and a whole host of other considerations for issues that I can help you avoid. Keycap internals can be so much more than a square box, a stem, and a few constant radius fillets!
In addition to internals, I also design and fabricate mold/casting systems. I can create systems for any scale of production and any style of fill or spru (squish fill, punch sprues, cast sprues, group molds, modular molds, etc). Additional options of snap-in lego compatibility or aluminum mold boxes. Whether you’re just starting out in casting or have been making caps for years, I will talk with you about all the tradeoffs between various styles to find the one that best fits your workflow.
Personally, I don’t think artisans should be required to have this kind of experience and machinery in order to cast high quality keys and creatively express their brand. My primary goal in offering these services is to enable artisan casters to make better keycaps by solving engineering problems so they don’t have to.
Pricing is dependent on the scope of work, as it is compensation for my time (I don’t simply put your logo on a pre-existing model, drop it in the mail, and call it custom). I provide a complete casting system and a full custom internal with feedback-based revisions and technical support which will generally cost slightly less than a pressure pot. If the upfront investment is difficult for you, I am open to discussing payment plans, barter, or a smaller scope of work.
I am also happy to provide partial design services if you need a bit of help or general consulting with existing projects. I can design internals for existing mold systems, give you high level feedback on your CAD files, and/or 3D print something for you with the direct understanding of how support material should be placed for keyboard specific objects.
Feel free to contact me here, on Discord (TheGlyph#8458) or Instagram @GlennTheBlack and let’s see if I can do anything to help elevate your casting to the next level!
-Theglyph, “the internals guy”.
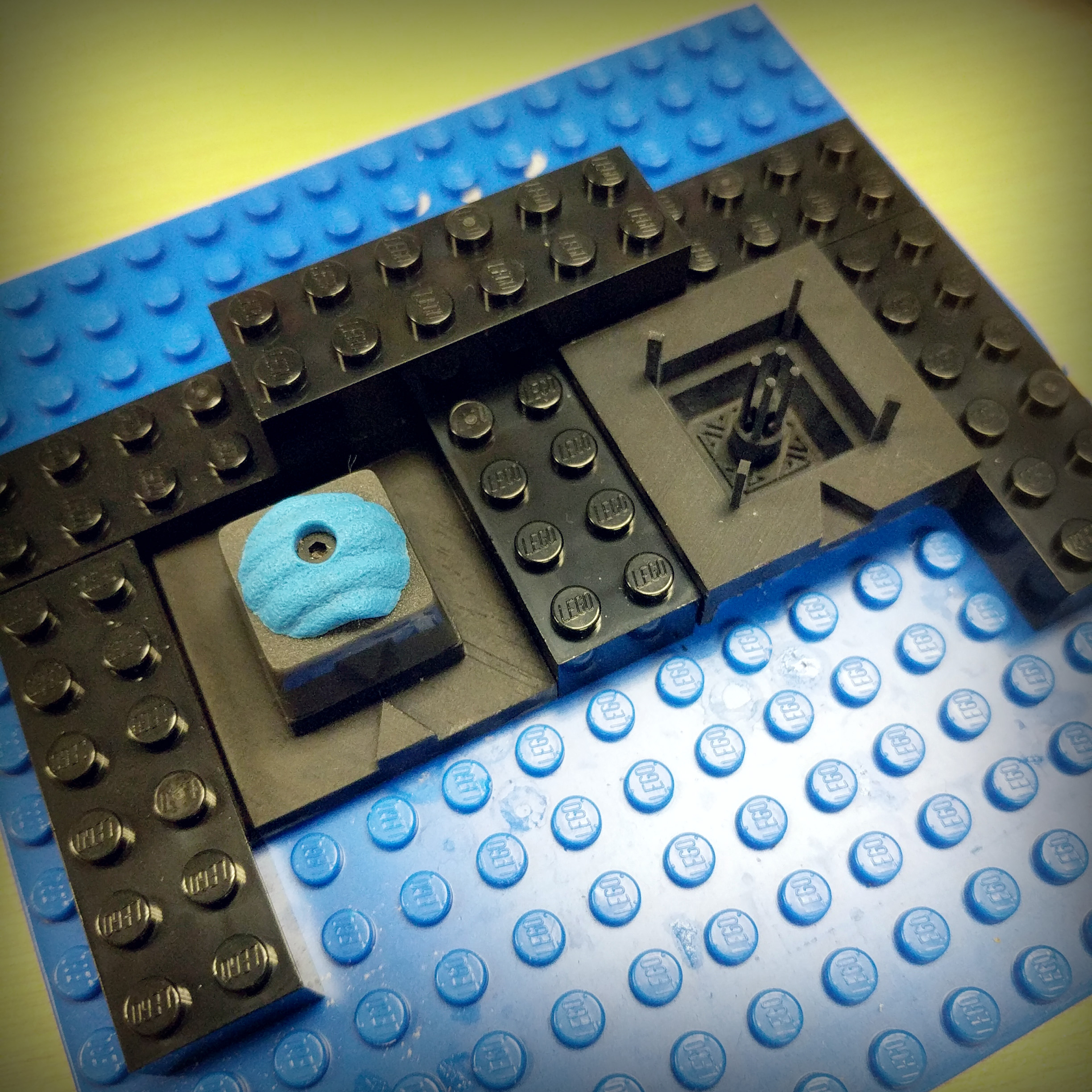
A 5x5pip Topre system for use with legos and punched sprus:
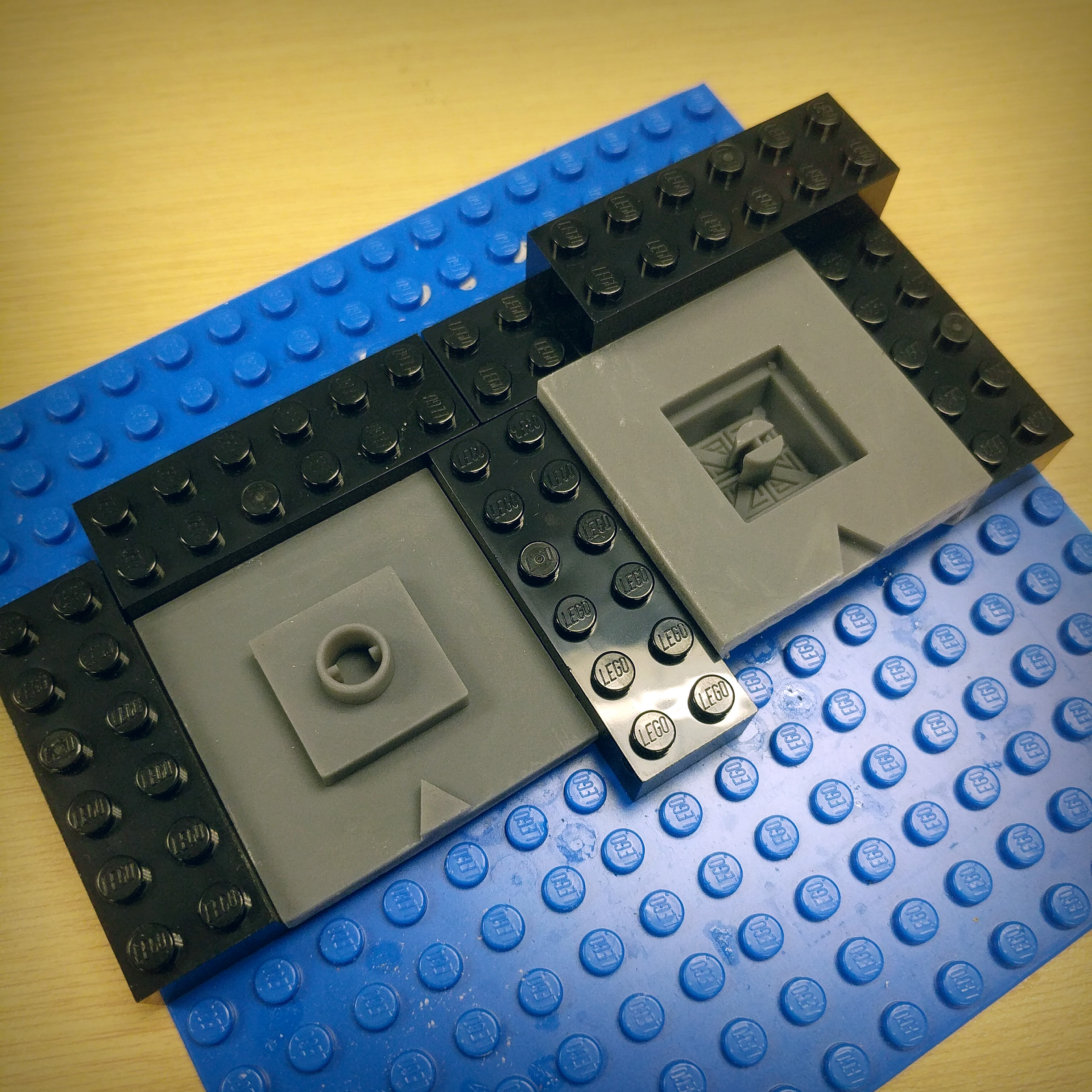
A 4x4pip MX system for use with firm silicone and cast sprus. This system saves 25% polymer usage compared to 5x5 system for efficiency conscious production operations:
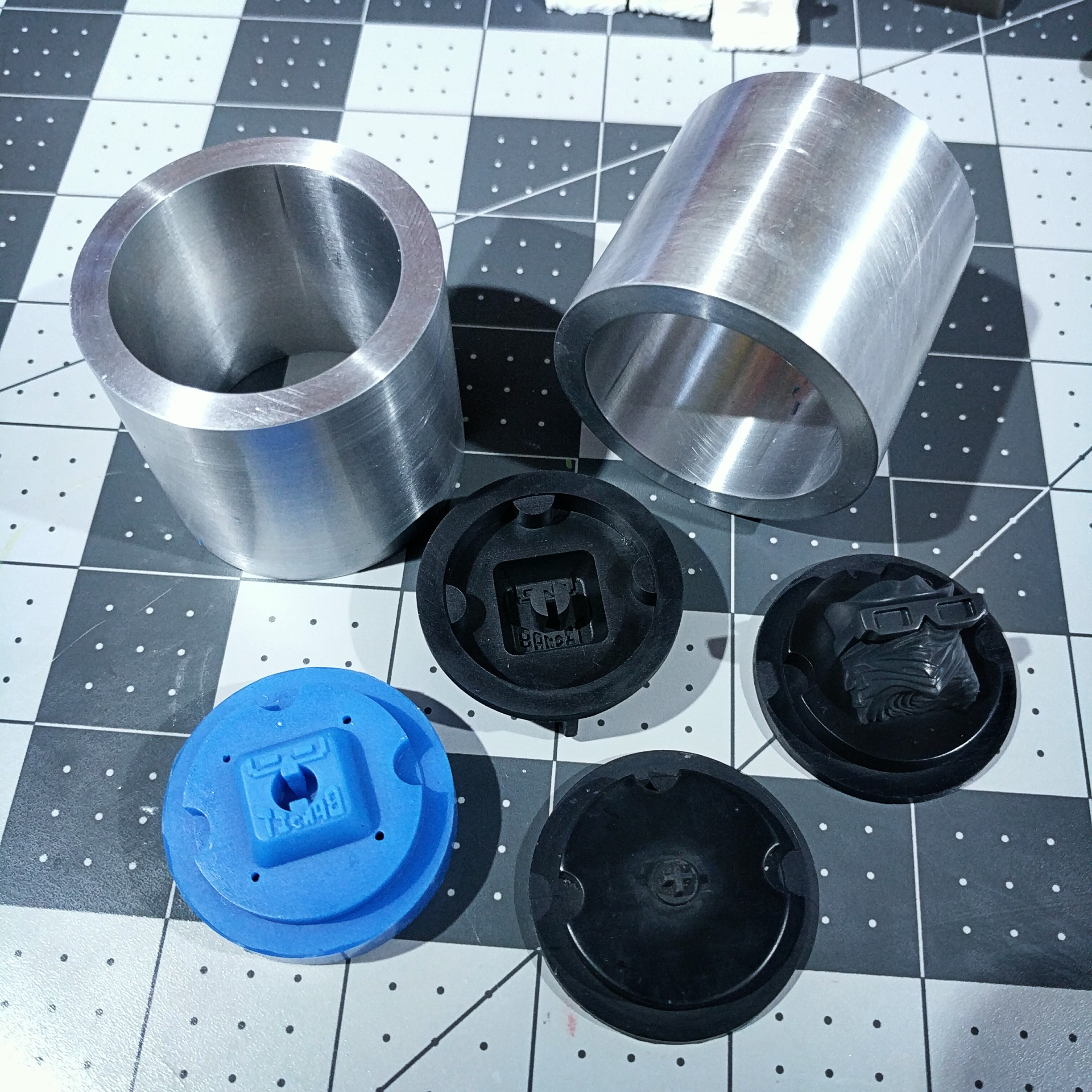
A mold system using machined aluminum mold boxes instead of Lego:
A family of Crux Caps in Alps, MX, and Topre:

Custom internal for 2U MX designed for multi-shot features:
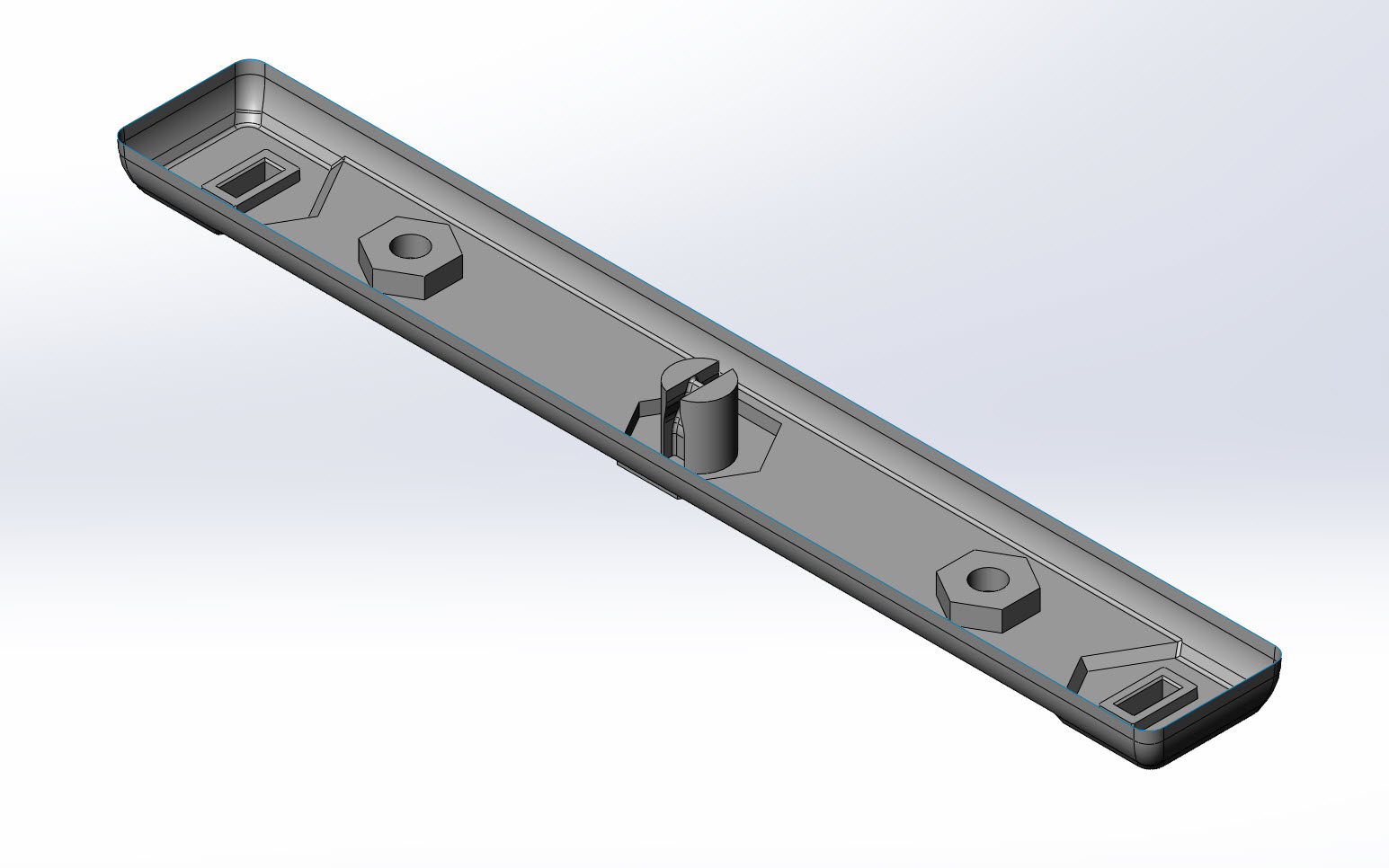
A custom design for a 6U Topre spacebar: